Here is a great piece written by one of the best 2 stroke tuners, Frits Overmars. He and Jans Thiel both worked at Aprilia(along with many others) and helped develop what is arguably the best pound for pound 2 stroke racing engine in the 2 stroke GP era, the RSA 125. Their knowledge is backed up by thousands of dyno tests, hundreds of GP trophies and several world championships. It doesn't get any better than that.
The leaning tower of Pisa
Transfer theory part 1
the central column
We
want ample angle.area for our transfer ports while at the same time
keeping their height within limits, so we need all the transfer area we
can get; we want to use as much as possible of the cylinder
circumference.
The best way to utilize the available real estate
would be to aim all transfers radially inward; that way the cross
section widths of all ports would be equal to their chord widths and you
can't get any better than that. All transfer streams would meet in the
center of the cylinder, slow each other down and form a central column
with only one direction to go: upwards, in the direction of the cylinder
head.
But since you can't have a transfer port at the exhaust side
of the cylinder, an imbalance would occur and that central column would
be inclined (sic) to topple over towards the exhaust side of the
cylinder. You don't want that because too much of the fresh charge would
take the escape route into the exhaust duct without first scavenging
the cylinder.
How do you prevent that central column from leaning
towards the exhaust side? If you omit the transfer ports directly
opposite the exhaust, you would restore the scavenging balance, but you
would sacrifice too much valuable port area. There is a solution, but
let me address some other scavenging aspects first.
We want as
much transfer port area as possible, so it would make sense to have all
transfer ducts enter the cylinder perpendicularly, right? Nope.
To
begin with, most pistons are domed, so transfer flow entering the
cylinder would collide with the dome. Aiming the transfer ducts axially
at about the same angle as the piston dome, usually about 10°, will not
cost any effective cross section area and it will noticeably improve the
flow coefficient. Larger-than-zero axial angles at the port floors will
also enable you to fit larger inner radii in the transfer ducts,
another benefit for the flow.
Second: those transfer streams
entering the cylinder and colliding in the center will convert kinetic
energy into potential energy. In English: their flow velocities will
slow each other down in the collision process and the static pressure in
the middle of the resulting central column will be higher than the
pressure in the transfer ducts.
That static pressure in the central
column is a good thing: it will provide for a higher density of the
fresh charge in the column and that helps to expel the hot, thin burnt
gases from the previous combustion cycle. Think of it as using a jet of
water to chase away smoke: that will work a lot better than the other
way around (using smoke to chase away the water).
But the static
pressure at the foot of the central column can also have adverse
effects. Too high a static pressure will impair the flow, because the
higher this pressure is, the smaller will be the pressure differential
that accelerates the charge through the transfer ducts. Aiming the
transfer ducts axially a little will improve the flow, just like it did
because of the domed piston. Slightly axially-aimed transfer streams
will provide for a less violent, not completely head-on collision. The
central pressure can be controlled this way, and the transfer streams
will keep the axial component of their velocity, so the central column
does not need to begin its journey to the cylinder head with zero
velocity. So the axial column speed can be controlled as well by the
axial transfer angles.
Transfer theory part 2
positional & directional scavenging angles
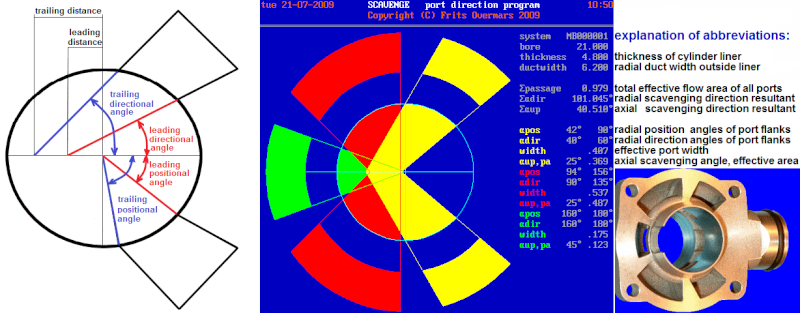
Most
two-stroke people define radial scavenging directions by quoting the
distances where the ports would intersect the center line (the leading
distance and trailing distance in the drawing below left). Gordon Blair
used that notation in his publications, and 95% of us followed suit.
But there is a better, more universally applicable way.
I
will explain with an example, not of scavenging directions but of port
timing: I might say that a transfer port height of 13 mm is perfect for a
racing engine. That may be true for a 125 cc engine but it would be
nonsense for a 50 cc or a 500 cc.
But if I say that a transfer port
timing of 130° is perfect for a racing engine, then that is valid for
any engine, regardless of its cubic capacity. Absolute distance values
(millimeters, inches etc.) are not suitable for universal guidelines.
Degrees are, as are percentages of bore or stroke. Rpm values are not;
mean piston velocities are.
I express transfer duct directions
in degrees. Each duct has a leading flank and a trailing flank. Each
flank intersects the bore at a point which I can define with a
positional angle. And each flank hits the fore-aft center line of the
bore with an included angle which I call the directional angle. The
drawing below left may clarify what I mean. And the drawing on the right
is an example of an existing cylinder.
Now we can express the
radial characteristics of the transfer ports with positional and
directional angles, regardless of bore and stroke.
And we can express
the ports' axial characteristics with axial angles, but that only gives
a 'universal value' for engines with identical bore/stroke-ratios.
We
may quote a height H in the cylinder where the transfer port's roof
would hit the opposite cylinder wall. But we need to express H as a
percentage of the stroke. Then we will have a truly universal value.
Then we will also see that short-stroke engines require smaller axial angles.
Transfer theory part 3
the tower of Pisa
As
we are on the subject of scavenging angles, now would be a good time to
say something about the axial angles of the A-transfers.
Surely a
duct with an axial angle of over 20° offers a smaller cross-section to
the flow than a duct that enters the cylinder perpendicularly?
Yes it does. But there are two good reasons to angle it upward anyway.
First,
perpendicular mixture streams coming from the A-ports would collide and
slow one another right down. The axial angles provide for less velocity
losses and less pressure losses, so despite their smaller
cross-section, upward ports may flow as much, if not more, than
perpendicular ports.
(Now you may well ask why the B-ports do not get
the same treatment. It is because the central scavenging column,
resulting from all incoming scavenging streams together, must not have
too much axial velocity, or the loop scavenging will result in a
loop-loss into the exhaust).
Second, there is a thing called
scavenging balance (I invented the word for my personal use, so this may
well be the first time you ever saw it).
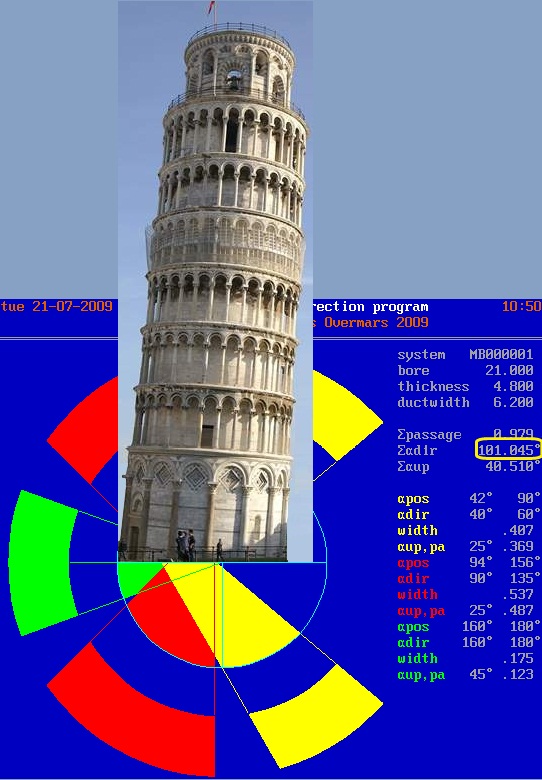
If you looked closely at
the scavenging picture of the MB-cylinder I posted above, you may have
noticed that the 'radial scavenging directional resultant' had a value
of 101,045°.
90° would have meant 'straight up'; more than 90°
indicates that the central scavenging column is leaning towards the
exhaust side of the cylinder.
But we don't want that; it is bad for
the scavenging of the rear part of the cylinder, and it is risky because
it may provoke scavenging losses straight into the exhaust.
But
how can we prevent a scavenging column from toppling over to the
exhaust side like the leaning tower of Pisa? Not by pushing against its
basis, but by pushing higher up. Hence the axial angle of the A-ports.
The pictures will tell the story. (If only the Pisa architect had known a
bit more about two-stroke scavenging....)
Transfer theory part 4
vectors
Let
us assume that all transfer ports are of the same height. Let's also
assume that a port with twice the cross-sectional width will give twice
as strong an impulse (that is already doubtful; it presumes equal
densities and equal flow velocities in all ducts, and as duct contents
can have different inertias, their accelerations may differ, as will
their flow velocities at any given moment).
If you accept these
assumptions, you can resolve each transfer stream into an axial
component, a fore-aft component over the piston, and a left-to-right
component over the piston. The axial components all work in the same
direction: towards the cylinder head. The left-to-right components will
cancel each other out (if they don't the scavenging is asymmetric) while
contributing to the pressure creation at the root of the central column
(which in turn will accelerate the axial flow and thus enhance the
axial vector), and the fore-aft components will result in a vector that
may either point towards the rear side of the cylinder, be zero, or
point towards the exhaust side.
This fore-aft vector together with
the axial vector will give a resultant that will lean towards the rear
of the cylinder, or point straight up towards the head, or lean towards
the exhaust side.
What we want to achieve, is an axial column
that clings to the rear of the cylinder, so it can wash away the spent
gases with as little turbulence as possible. Turbulence will result in
mixing of fresh charge and burnt gases, and we don't need that. And
mixing will heat up the fresh charge, bringing it nearer to the
detonation treshold. And we certainly don't need that!
I realize
this is a crude way of describing a complicated flow dynamics event,
but hopefully it will help you form a mental picture (no pun intended).























{kind=link}